(有)津留崎製作所 - 歯切り屋ブログ(日々コレ精進orz) |
|
| 歯車製作/加工屋の製造業ブログ(福岡県久留米市にあります) >>>HP |
| 会社概要 | 業務内容 | 機械設備 | 加工サンプル | お問い合せ | FAQ | アクセス地図 | リンク |
|
|
2007年 1月 22日 (月) 01:54
京都へ1泊2日 その2 by 鶴城屋
先端歯車加工の実習、続きです。
歯車加工の分野では、ドライカットが先端分野です。 (ドライカットとは従来の切削油をまったく使わずに 高速加工すること)  ↑今回の実習機 KN151 CNCホブ盤です。 量産用の治具が ワーク中央に付いております(コレット式) 下方向に治具を引っ張るシリンダも油圧クランプ 上方向からのセンターサポートも油圧クランプ 端面精度(平行度)がモロに影響する 治具方式です。  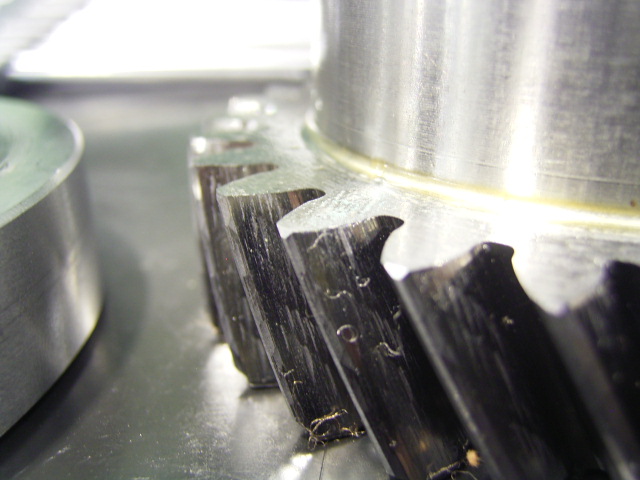 ↑ハイスホブ ドライカット このヘリカルギア (同巻クライムカット) 歯切り時間のサイクルタイムは 20秒ぐらいです。 素材はふつーの生材の鉄(SCM415)です 従来のウエットカットでは1分30秒ぐらいは 掛かるんじゃないかな ただし、ドライカットは切り粉が歯面にキズを付ける問題があります 写真をよく見てもらうと、歯面に若干見受けられます。 (このサンプルは 歯切り後→浸炭→仕上げ工程となるんで良い) この切り粉処理が 今後の発展課題だとの事でした。 まぁ… 2度切りすれば まずキズは付かないですけどね(^^;; 1度切りでサイクルタイムを縮めようとすることです。 てか、あっという間の加工終わるから凄すぎ 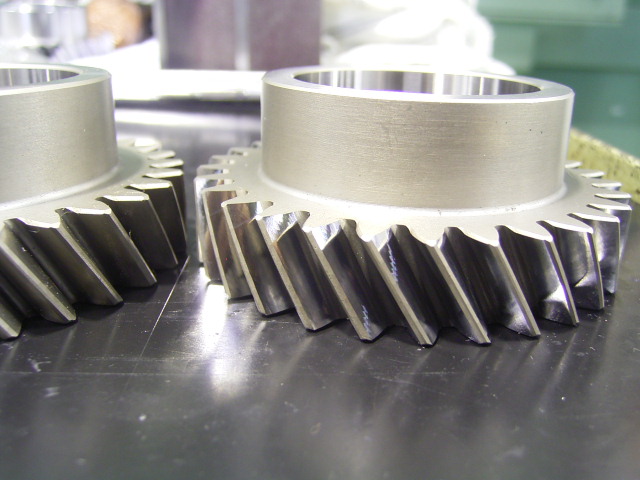 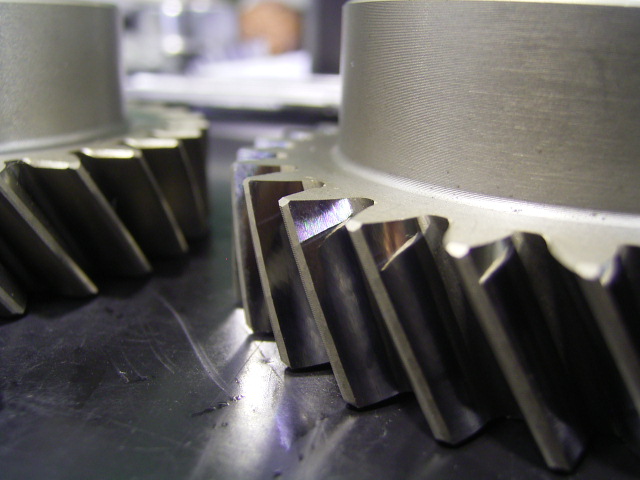 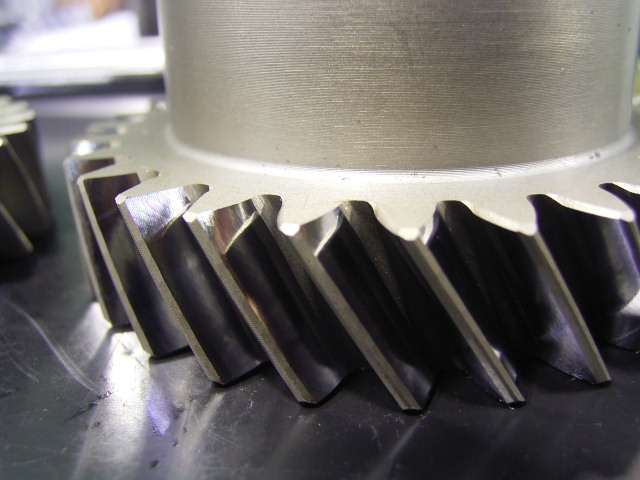 ↑超硬ホブ ハードホビング仕上げ 浸炭済みのギアに、超硬ホブにて仕上げるもの (通称、超硬ホブさらえ切り) 従来までは 歯面研磨に頼ってきた歯車の仕上げ工程を ホブにて短時間にやってのける加工法 歯車精度は 旧JIS1級は出るとのこと いやー、ほんと綺麗に仕上がってます。 この分野は、将来我が社も導入したい分野であります。 最後に  ↑工場内にあった KS-600 KS-600は、初めてマジマジと機械を見た。 KR-1000よりも大きいです、ホブアーバーのメタルの作りとかが。 ん?まてよ、KS-600は久留米高専にもあったかな? こういう大きな生産ホブ盤はめったにみないですから 凝視してきた! 話は変わりますが、 九州福岡では、県が「自動車150万台計画」とかいうことを掲げて、 地元企業にも自動車産業に携わるよう 誘導しております。 まぁ、ウチのような零細町工場でも 量産向けの設備&人員があれば、月6000個とか可能だと思いますが (現に福岡地域の歯切り屋さんでは行っておりますし) オイソレとは 実行できない面があります。 そこで目を付けなければならないのが、量産用の治具だと思う次第です。 前述の歯車加工実習機で使用した治具も、130〜150万ぐらいするとかおっしゃってましたし、 小ロットの治具なんかは 狙い目じゃないかと思う訳で、 そういう面からしても、 量産用の治具の仕組み・精度設計の手法・重要な段取り箇所を 実習でお目にかかれたことは、予想外の成果物でした(^^) --------------------------------------------------------- 各種歯車製作・加工 (有)津留崎製作所 〒830-0112 福岡県久留米市三潴町玉満967−2 TEL 0942-64-3571 FAX 0942-64-5441 tsuru@tsuru-ss.sakuraweb.com --------------------------------------------------------- |
 
RingBlog ver.2.45

WebFrog Blog ver.2.0b |
