(有)津留崎製作所 - 歯切り屋ブログ(日々コレ精進orz) |
|
| 歯車製作/加工屋の製造業ブログ(福岡県久留米市にあります) >>>HP |
| 会社概要 | 業務内容 | 機械設備 | 加工サンプル | お問い合せ | FAQ | アクセス地図 | リンク |
|
|
2007年 3月 12日 (月) 02:50
富山へ2泊3日 その2 by 鶴城屋
先端歯車加工の実習、続きです。
(先月 富山の不二越さまに実習行ったときの内容) ※すんません、サボってまとめ記事書いてませんでした…orz まず、実習内容を先に書いておきますと、 ホブ切り実習と フォーミングラック転造加工実習の 2つがメインでした。 ※フォーミングラック転造加工とは?… いわゆる転造によって歯車を作ってしまう加工法 フォーミングラックという専用の刃物を用いて、高能率高精度に 加工できるので、自動車部品分野などに多く導入されている ではでは、ホブ切りから  ↑今回の実習機も KN151 CNCホブ盤でした。 写真の上の方を見てください。 なんと!!!? モニター画面があるじゃありませんか まさにデモンストレーション機 ホブ切りの加工を モニタリング出来る仕組みになっております。 すげー! (機械内部にカメラが設置されてて その画像を表示してる) 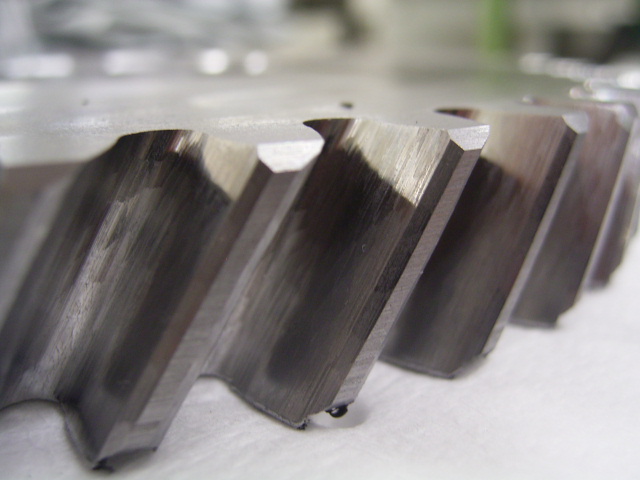 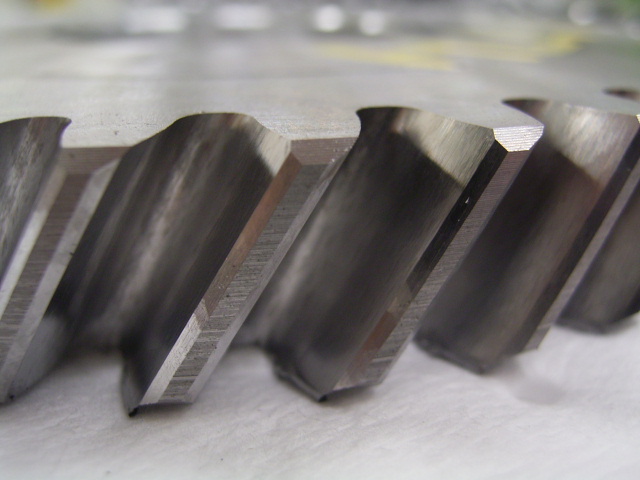 ↑ドライカット比較 左の写真が3条ホブ、右の写真が1条ホブ で加工したもの 今まで、こうやって比較してみたことはなかったので、非常に興味深かったです。 ホブ条数が増えることのメリット・デメリットは それぞれ有りますが、3条ホブドライカットでも かなり綺麗な切削が出来ているのがよくわかります。 さて、お次は フォーミングラック転造加工   ↑この機械です PFM-610E これがまた驚愕の加工法です。 転造はやっぱり 加工が早いのが特徴 実際 ワークを加工機に乗っけて加工したんですが、「あっ」という間にインボリュートセレーションが出来上がってしまう。  ↑展示サンプル 自動車部品のものみたいです。 見ていただくとわかりますが、インボリュートセレーションやインボリュートスプラインが軸に切ってあります。 こういう形状のものを、ホブでちまちま切削していたら、全く持ってコストが合いませんね(^^; じゃあ、肝心のフォーミングラックってどんなの?  ↑こんなのです。 両側に、ハイスに近い材質の刃物がラック形状凸凹してますね? 真ん中の丸いワークが、被加工のシャフトです。  ↑動く方向は、こんな感じです。 まさにー量産向き このフォーミングラック刃は、結構なお値段するものと思われます。 なんたって、技術の固まりみたいな代物です。 被加工側のシャフトは両センターで保持してるだけっす。 両側から力を加えてやり、素材を塑性変形しちゃいます。もちろん切削粉は出ません。 転造加工といえば、ネジの転造などは 多くの工場で見かけることが出来ますが、こういうラック形状の刃ではなく 転造駒が多いです。 駒形状ではなく、 ラック形状の転造にするメリットは、転造中の被加工物に対する噛み合い率(接触率)が良いため 加工精度・面相度が極めてよくなるから…だそうです。 もちろん、インボリュートセレーション加工だけではなく、ネジ用のフォーミングラックを用いればネジ加工が出来ますし、小モジュールのウォームギアも加工可能ですね。 デメリットというか弱点を挙げれば、 ・大モジュールの転造はできない(大きいの無理なのは当然…) ・圧力角25度未満は難しい ・高硬度材には適しない などです。 ↑まぁ、素材を塑性変形するのですから、当たり前ちゃー当たり前なんですが(^^; とまあ、転造加工による加工法は非常に勉強になりました。 あと、以下は実習では使わなかったのですが、 ブローチ盤が展示してあったので、興味津々とばかりに撮ってきました。   ↑ハードブローチ盤 ハードブローチ加工とは、焼き入れ後に ブローチでさらえ切りして仕上げ切削を行う加工法。 研磨するより 大幅にコストダウン出来ちゃう。  ↑こっちはヘリカルブローチ盤 NC制御でヘリカルスプライン(メス側)が出来ちゃう。 --------------------------------------------------------- 各種歯車製作・加工 (有)津留崎製作所 〒830-0112 福岡県久留米市三潴町玉満967−2 TEL 0942-64-3571 FAX 0942-64-5441 tsuru@tsuru-ss.sakuraweb.com --------------------------------------------------------- |
 
RingBlog ver.2.45

WebFrog Blog ver.2.0b |
