(有)津留崎製作所 - 歯切り屋ブログ(日々コレ精進orz) |
|
| 歯車製作/加工屋の製造業ブログ(福岡県久留米市にあります) >>>HP |
| 会社概要 | 業務内容 | 機械設備 | 加工サンプル | お問い合せ | FAQ | アクセス地図 | リンク |
|
|
2006年 4月 28日 (金) 23:05
高硬度材を久々に加工(手直しだけど…汗) by 鶴城屋
こんにちは!
今週もあっという間に終わりましたね、もう金曜日です。 今週は単品モノの加工に追われて、なんじゃらあまり仕事がさばけませんでした。 しかも!途中手直し加工があったり(><; ではでは、 タイトルにある、高硬度材のセンバン加工に入りましょう。。。。 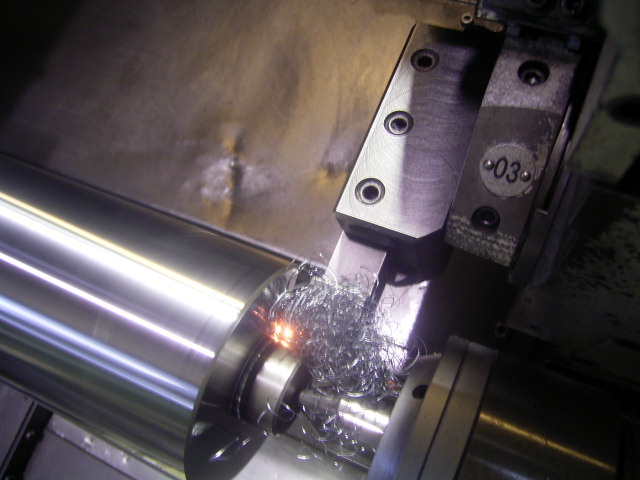 ↑これっす 材質SCM415 浸炭焼き入れ済み 硬度はショア80〜90ぐらい ショア硬度80〜90っすよ! ウチで旋盤加工して納めていたものが、寸法長かったようで手直しということです。 焼き入れ前だったら話は簡単なんですが、 焼き入れ後ですので、研削盤でしか歯が立たないモノです。(外径はピカピカ研削されてます) 「どーしようかぁ」といろいろ考えて、結局、 荒技で旋盤で仕上げました まず、チップの選定から… ダイヤやCBNは高い(以前CBNチップ取り寄せたら @4500ぐらいした) どーにか安いチップで、有る程度摩耗が持って 仕上がりが綺麗になるのを…と考慮した結果… 三菱の VPコーティングチップを選択しました。(値段は @600ぐらい) これは誰かから聞いていたんですが、 「焼き入れ鋼には三菱VPコートがお勧め」という話だったので… さっそく工具屋さんに電話。 私「旋盤チップの三菱VPコート取り寄せたいんやけど、これ使ってる加工屋さんいますか??」 工具屋さん「いやー、これは久留米周辺で使ってるトコないねー」 「エンドミルなら使ってるトコあるけど」 困った、こりゃ、全然実績わからんやん!!(^^ そう、手直し品なんで「出来ませんでした…」とは絶対言えない(汗 私「とりあえず10個取り寄せお願いしますー」 さてチップが来た。品物も来た(10本 φ110x500L) 旋盤に乗せて、ジワリジワリおそるおそる削るy …シャワシャワ…(←削ってる音) 「おお!意外と切れよるばい」 回転は400rpm 端面切り込み0.2ミリ 送り速度はテキトー手動送り 上の写真のように、真っ赤に切り粉が燃えさかってます。 (まるでスチールウールの燃焼実験か!?) 一本目終わって1コーナー摩耗してなかったので、 二本目は調子に乗って 切り込み0.4ミリにしたら 「バキバキ」って音… さっそくチップのコーナーが吹っ飛びました(^^; 10本終わったときは、チップ2個ぐらい消耗しました。 やはり硬かった。。。。 でも、仕上がり面はとても綺麗に仕上がって、安心しました。 手直し品で大変でしたけど、いい勉強になりました。 もう高硬度材も恐れずに足らずヽ(´▽`)/ (初めから 手直し品ださないように要注意します…m(_ _)m) --------------------------------------------------------- 各種歯車製作・加工 (有)津留崎製作所 〒830-0112 福岡県久留米市三潴町玉満967−2 TEL 0942-64-3571 FAX 0942-64-5441 tsuru@tsuru-ss.sakuraweb.com --------------------------------------------------------- |
 
RingBlog ver.2.45

WebFrog Blog ver.2.0b |
