(有)津留崎製作所 - 歯切り屋ブログ(日々コレ精進orz) |
|
| 歯車製作/加工屋の製造業ブログ(福岡県久留米市にあります) >>>HP |
| 会社概要 | 業務内容 | 機械設備 | 加工サンプル | お問い合せ | FAQ | アクセス地図 | リンク |
|
|
2006年 5月 17日 (水) 21:40
新型チップ検証1 by 鶴城屋
こんにちは、 先週からやたらミーリング加工ばかりしております、鶴城屋です。 こうなると、 マザックの複合旋盤もう1台欲しいところです、ほんとに(^^; インテグレックスの5軸制御、いいなぁ。 さてさて、 以前から当ブログにて話題にしております、新型チップ検証 その1 ↓  ↑外径φ320の材料をゴリゴリ削る 1個だけですが、φ320を削るのに新型チップを試してみました。 使用した機械:森精機 SL-250M 10吋チャック 切削油:湿式クーラント(ソリュブル系) 材質:S45C 外径:φ320 穴:φ110 周速:230rpm 切り込み:片肉4ミリ 送り:0.28 内容はボス部分(φ320→φ160 長45ミリ)に削る内容 初めに結果からいうと、 「かなりいい結果」を出してます(^^)b   ↑切り屑を 調べてみた 思ったより、カール具合が長いかも φ200以下を削る部分に入ったくらいから、カールが1巻の好条件になりました。 φ300程度のあたりだと、もう少し「送り」を上げたほうがいいかも、 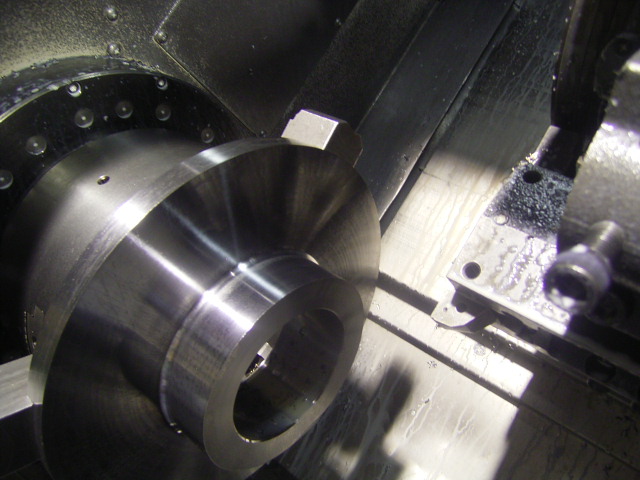 ↑削り終わったトコロ チップ摩耗はありませんでした。 初めおそるおそる削り開始したところで、いきなり主軸負荷100%オーバーだったので、あわてて停止(´д`;) 周速を 300rpm→ 200rpmに変更 送り速度も F0.25で初めやってたんですが、 切り粉が ”思いの外”巻き付いたんで、 F0.28に変更しました(途中で それで 負荷80%前後で推移してたんですが、 φ230以下の削りの辺から、負荷60%〜70%に軽減 (70%程度なら、片肉5ミリも行けそうな感触です…) 先週から削った感じですと、 切り込みを変えても あまり負荷が変わらないようです(^^; 切り込み2.5ミリで 主軸負荷60%前後 切り込み4.0ミリで 主軸負荷70%前後 切り込み5.0ミリも 余裕で行けそうな気がします。 (S45Cの場合) あとは量産物をやった場合の摩耗具合を調べたいトコロですね! --------------------------------------------------------- 各種歯車製作・加工 (有)津留崎製作所 〒830-0112 福岡県久留米市三潴町玉満967−2 TEL 0942-64-3571 FAX 0942-64-5441 tsuru@tsuru-ss.sakuraweb.com --------------------------------------------------------- |
 
RingBlog ver.2.45

WebFrog Blog ver.2.0b |
