(有)津留崎製作所 - 歯切り屋ブログ(日々コレ精進orz) |
|
| 歯車製作/加工屋の製造業ブログ(福岡県久留米市にあります) >>>HP |
| 会社概要 | 業務内容 | 機械設備 | 加工サンプル | お問い合せ | FAQ | アクセス地図 | リンク |
|
|
2006年 12月 15日 (金) 04:03
シャフト加工…(かなり邪道わざ) by 鶴城屋
こんちはー
昨日は夕方から 長目のシャフトの加工にとりかかったのです。 φ80 x 715 S45Cです。 こういう長いワーク素材は、旋盤でセンター押しをしてから加工します。 ですので、あらかじめセンター穴をあけておかねばなりません。 (センター穴揉み とも言う) センター揉みする場合、こういう長物は、ふつう「ブレ止め」という道具を用いて加工するのが一般的です。 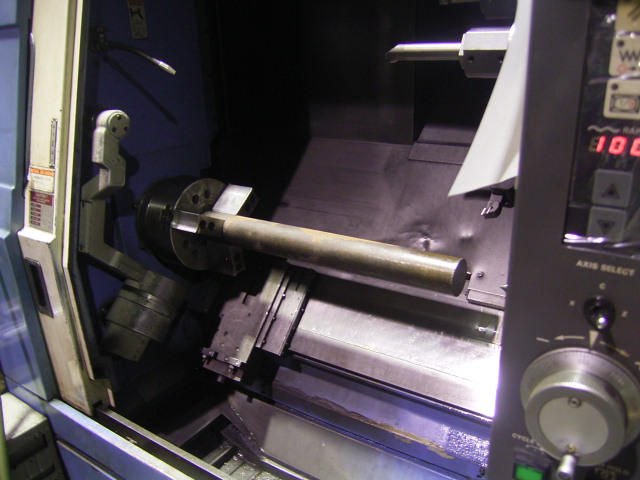  ↑こんな感じの長いやつね この旋盤は芯間が1000ミリですので 700ぐらいなら結構余裕あります。 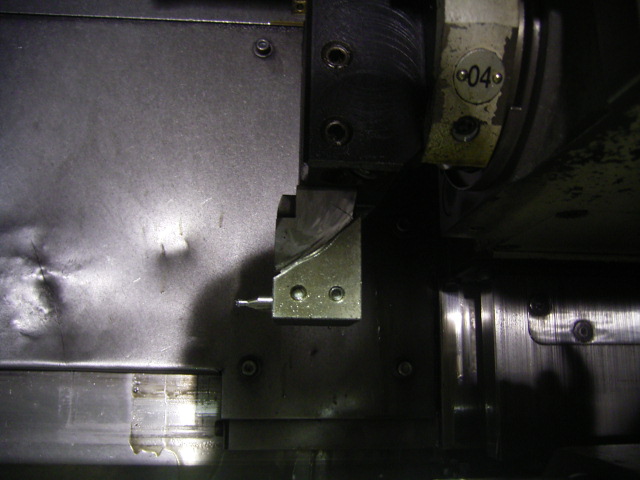 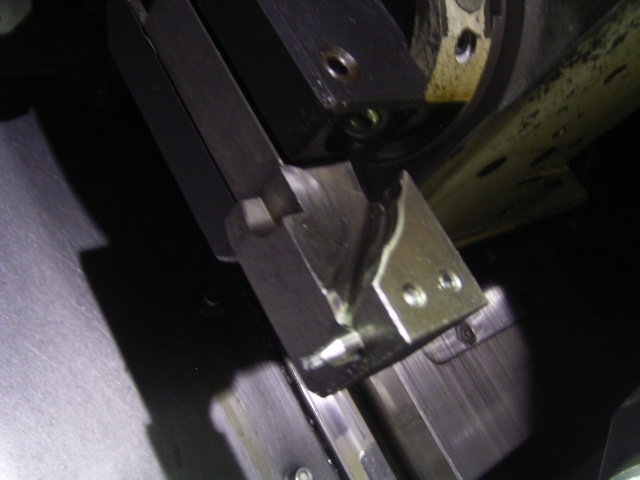 ↑弊社自家製の センター揉み工具 こういう形状のほうが 長いシャフトには便利につかえるのです。 (内径ホルダに センター工具つけると、NC旋盤の刃物台のぶんが加工範囲制限される為) 難点は、芯出し面倒なところか!? で、この後 通常なら「固定ブレ止め」を 装着しなきゃいけないんですが、 めんどくさかったんで 「自分の手で ブレ止め」(笑)  ↑かなり邪道です、セオリー無視 いいんです 加工出来上がれば、どんな方法使ったって(^^) 汎用旋盤ならいざ知らず、 NC旋盤で「固定ブレ止め」を持ち出してきて装着するだけで30〜40分かかっちゃうんですよ。 1個モノの為に、そこまでやるのは面倒ちゃん。  ↑無事 センター揉み出来ました。 この後、荒削り工程までやって今日は終了。 明日は仕上げ工程。 その後、スプライン切って「スプラインシャフト」と相成ります。 --------------------------------------------------------- 各種歯車製作・加工 (有)津留崎製作所 〒830-0112 福岡県久留米市三潴町玉満967−2 TEL 0942-64-3571 FAX 0942-64-5441 tsuru@tsuru-ss.sakuraweb.com --------------------------------------------------------- |
 
RingBlog ver.2.45

WebFrog Blog ver.2.0b |
