(有)津留崎製作所 - 歯切り屋ブログ(日々コレ精進orz) |
|
| 歯車製作/加工屋の製造業ブログ(福岡県久留米市にあります) >>>HP |
| 会社概要 | 業務内容 | 機械設備 | 加工サンプル | お問い合せ | FAQ | アクセス地図 | リンク |
|
|
2007年 3月 12日 (月) 00:36
SKS3のギアとか、スプラインシャフトとか by 鶴城屋
2月から3月にかけては、普段の年度周期から言えば、
たいていヒマになる時期なんですが、なぜか不思議なことに 弊社はいろんな加工案件に追われております。。。 というか! 「この見積もり値段じゃ 注文とれないだろー」と思うような高値の見積もりでも 「注文しますんで製作お願いします」というケースが続発中(><; パチンコの確変状態かょ!!!! と 思わずツッコミしてしまいそうな勢いです。。。。 いやはや、有り難いことですが…仕事に追われてます ------------------------------------------------------------------ そんでもって、先日材料を取り寄せたSKS材料 うー、 あまりSK材は加工したくないのだが、そうも言っていられない。。。 (なぜやりたくないかというと 材料が高いから) 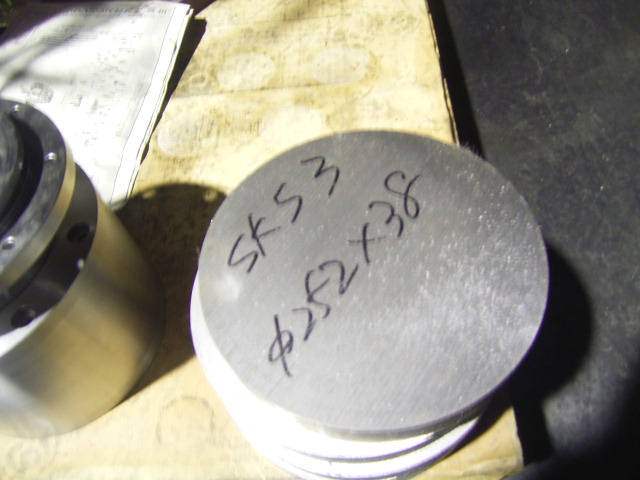 ↑これで 材料代@10000円 たけーよ! 4枚なんだけど 失敗できなーい(^^; 工程は レース加工→歯切り→焼き入れ→穴仕上げ 焼き入れ後の穴仕上げで失敗しそうな予感 ((((;゜Д゜))))ガクガクブルブル ------------------------------------------------------------------ 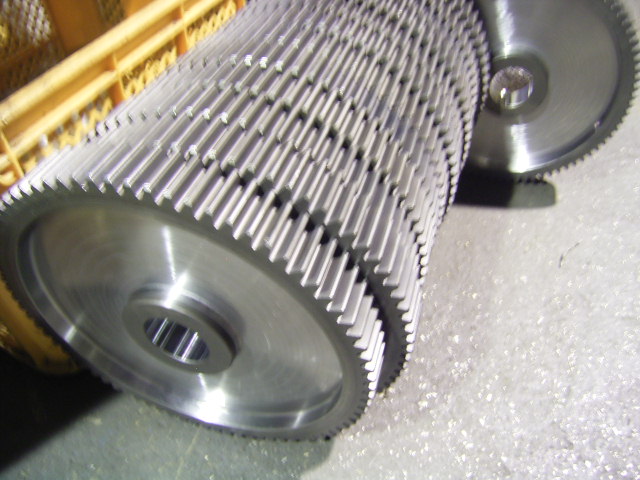 ↑金曜日加工してたブツ 歯面高周波焼き入れ後に、穴仕上げと端面溝入れ(端面ヌスミ)加工してたもの。。。。13枚あるけど 丸一日かかった。 端面溝入れ(端面ヌスミ)加工が も少し早く加工出来ればいいんだけど、うまい方法がわからず。 範囲はφ270〜φ100までの間。深さは16ミリです(両面) うまい方法、誰か教えてください(><)ノ ※現在は 三菱マテリアル製の8ミリ幅のチップで切削してます。 ------------------------------------------------------------------  ↑土曜日加工してたブツ なにやらモーターに組み付けて使うらしいシャフト 材質は SNCM447の調質材です。 粘り&硬い ので結構めんどうな材質 先端に角スプラインを切って、焼き入れして納品します。 ※去年試作で1本作ったら、3月になってリピート注文が来たもの このままリピート品になるのかな? 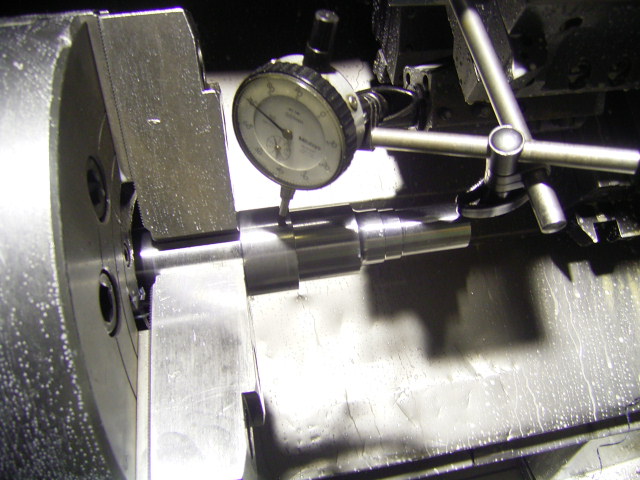  ↑ダイアルゲージにて芯だし モーター内部に組み付けられるので、寸法精度も要求されますが、なにより大事なのが、同軸度であります。 今回は 粗加工後に、仕上げ直前にダイアルゲージにて一個一個心だし確認。手間暇かけてます。 ------------------------------------------------------------------ 最後は、土曜日の夕方やっていた加工ブツ   ↑複合旋盤にて、エンドミル加工 これはフラターテックさんからの加工依頼のもの 最終的にウォーム形状に仕上げます。 この日は φ8エンドミルで荒取りだけしたところ。 SUS材だから、結構気を遣います。 エンドミル切れなくなったら、ワークが駄目になっちゃう可能性大 エンドミルが切れてる状態なのか、切れてない状態なのかを判別するには「切削中の音を聞け!」という、なんとも曖昧な判断基準ですが… サクサクっと終わらせたいです((( ̄ー ̄) --------------------------------------------------------- 各種歯車製作・加工 (有)津留崎製作所 〒830-0112 福岡県久留米市三潴町玉満967−2 TEL 0942-64-3571 FAX 0942-64-5441 tsuru@tsuru-ss.sakuraweb.com --------------------------------------------------------- |
 
RingBlog ver.2.45

WebFrog Blog ver.2.0b |
