(有)津留崎製作所 - 歯切り屋ブログ(日々コレ精進orz) |
|
| 歯車製作/加工屋の製造業ブログ(福岡県久留米市にあります) >>>HP |
| 会社概要 | 業務内容 | 機械設備 | 加工サンプル | お問い合せ | FAQ | アクセス地図 | リンク |
|
|
2006年 3月 29日 (水) 22:12
うーん…不良品が…(><; by 鶴城屋
今週は、加工ミスが相次いでます。
もっとよく注意して加工すればいいんですが、「思い込み」をしたままやってしまったり、 簡単な計算ミスしてたりと… 悪いリズムが続いてるというか、どうにかしなければなりません。 (不良分再製作の材料代が高い〜!(つД`) 今日は 歯車の材料をボチボチ加工〜 まだまだサバけません↓   ↑ギア地加工 レース加工中…削ってます。 材料の大きさは φ270 x 55 なんで、10吋チャックで丁度良い大きさ 穴がφ105なんで、穴くりに時間がかかるかな? 弊社では Uドリル(φ46)で穴あけてから、ゴロゴリ削る  ↑次の材料 φ330 x 45の SCM調質材。 最終的にギアになるんですが、ヌスミ加工(軽量化の為)を旋盤でやるのが… これも結構時間かかるんです。 ちなみにSCM材でも、φ300超える丸材は高くなってますねぇ これはキロ単価250円ぐらいでしたよ(/Д\) 一昨年は160円ぐらいだったのに… 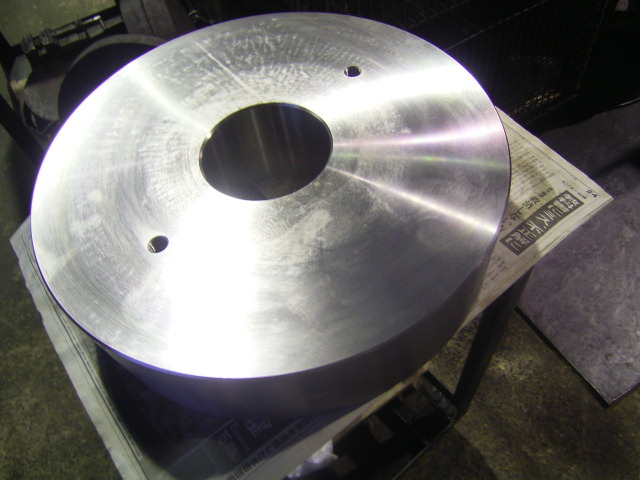 ↑これもギア地(φ410 x 100) これはご近所のセンバン加工屋さん(ナカムラテックさん)にお願いしてたもの。 弊社内では φ400超えは設備的に加工が難しいので、外注先さんでやってもらってます。 というか、大きい物は ナカムラテックさんに「丸投げ」ですから(^_^; とても助かっております。 この後、モジュール10の「歯切り」をこれにします〜  ↑これは、今日やった加工 φ32調質丸棒をセンバン加工(仕上がりφ30) 長さが結構長い!(530ミリ) これは 最終的に 丸ラックになります(^^ ですが、φ30だとビビりが発生しやすいですね、これは。 細くて長いのは ビビるビビる! ビビり防止で 仕上げる「コツ」は 刃物の刃先にあります。 新品のチップ(ノーズR0.4)とかを使うより、ちょっと摩耗したチップがお勧めです。 (↑これでウチの機械はビビりません) あとは回転を2500rpmまで上げて、F0.2で削る(サーメットチップ) 最後に サンドペーパーでさらっと仕上げる。 はぁ〜、今日出した加工ミス…材料が高いんです…SNCM材(φ120 x 140) この品物は赤字だな、 ちゃんと確認しろよ!>俺 --------------------------------------------------------- 各種歯車製作・加工 (有)津留崎製作所 〒830-0112 福岡県久留米市三潴町967−2 TEL 0942-64-3571 FAX 0942-64-5441 tsuru@tsuru-ss.sakuraweb.com --------------------------------------------------------- |
 
RingBlog ver.2.45

WebFrog Blog ver.2.0b |
